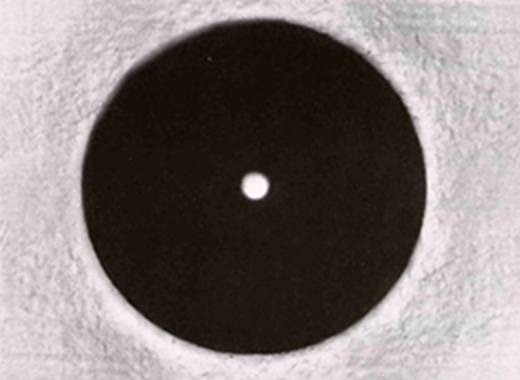
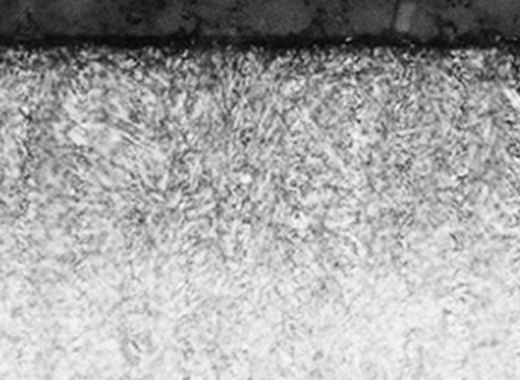
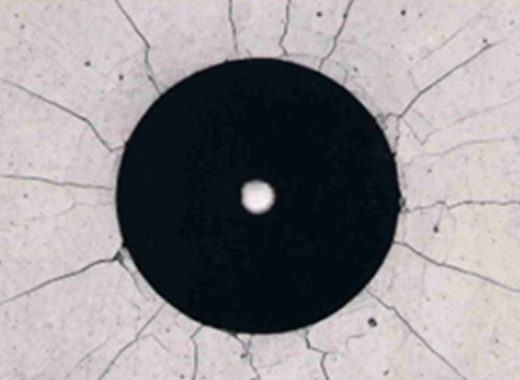
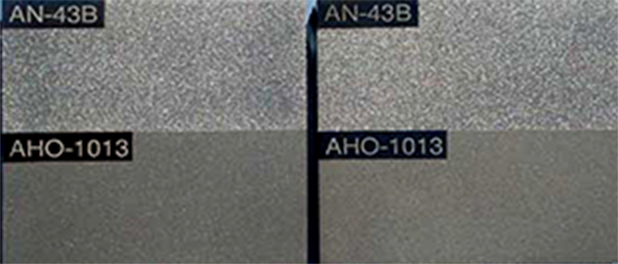
下記写真は、48HRC程度に焼入焼戻をしたSKD-61材に、EH処理(左写真)とガス軟窒化(右写真)を行い、
その表面をロックウェル硬度計(HRC)で測定した際の圧痕写真です。
ガス軟窒化は圧痕縁にクラックが発生していますが、EH処理は発生していません。
この事はEH処理がガス軟窒化より靭性が優れていることが考察できます。

全体をムラなく処理する、つきまわり性に優れたEH処理をお勧めします。
局部摩耗を防ぎ、金型の耐久性アップに効果があります。

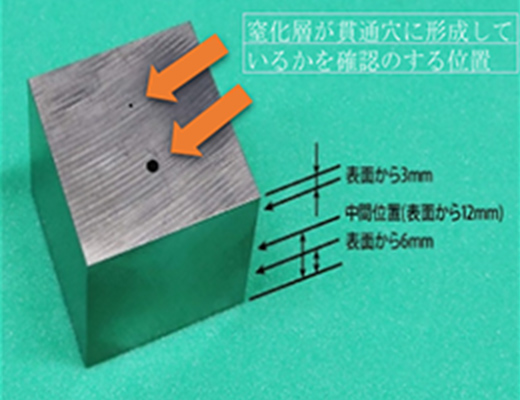
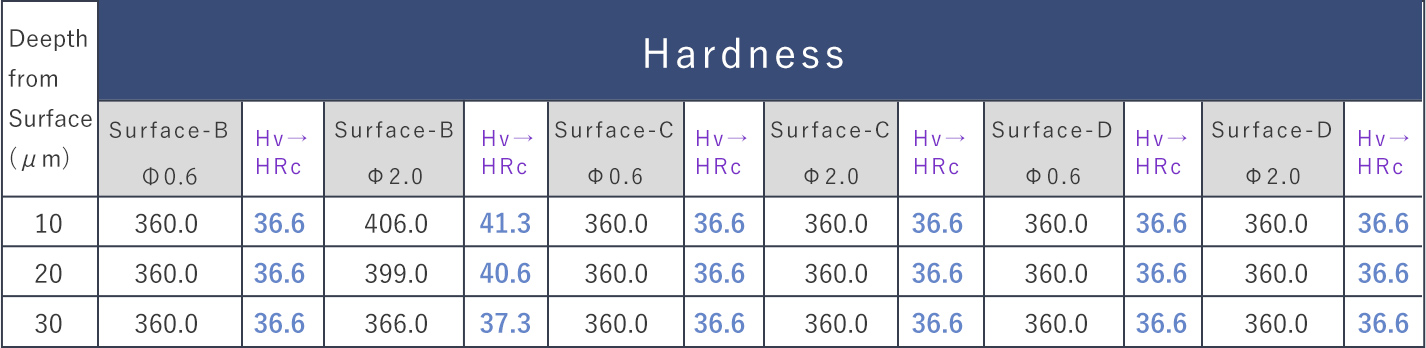
つきまわり性の比較データ
材質NAK55 寸法30x30x25 矢印部にφ0.6とφ2.0に貫通穴をあけ硬化層の検証
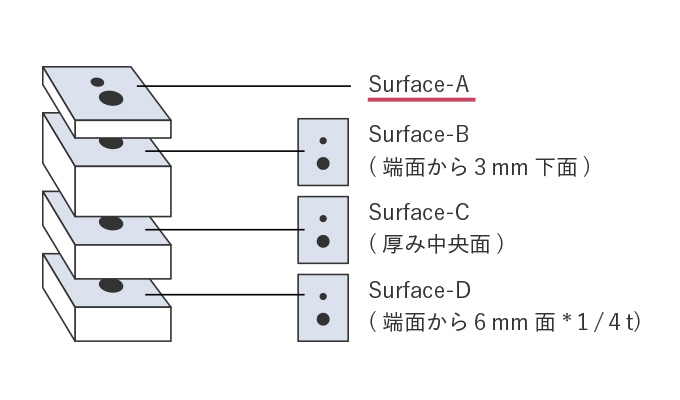
Surface A(表面部)にはEH処理と他社窒化処理にも硬化層が確認できます。
Surface B・C・D(内径部)にEH処理は硬化層が確認できるが他社窒化処理には硬化層が確認できない。このことから、EH処理はつきまわり性に優れている事がわかります。
製品部などの複雑形状でも硬化層が得られることから耐摩耗に優れライフUPに繋がります。
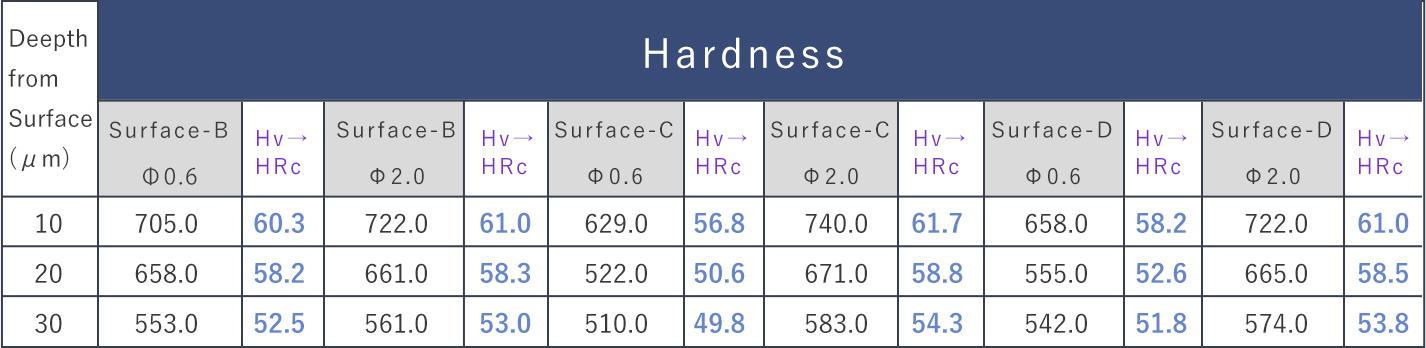
また、<後シボ>でも表面硬度が均一に硬化されるため、均一なシボ面が得られ耐久性についても問題なくご使用いただいています。
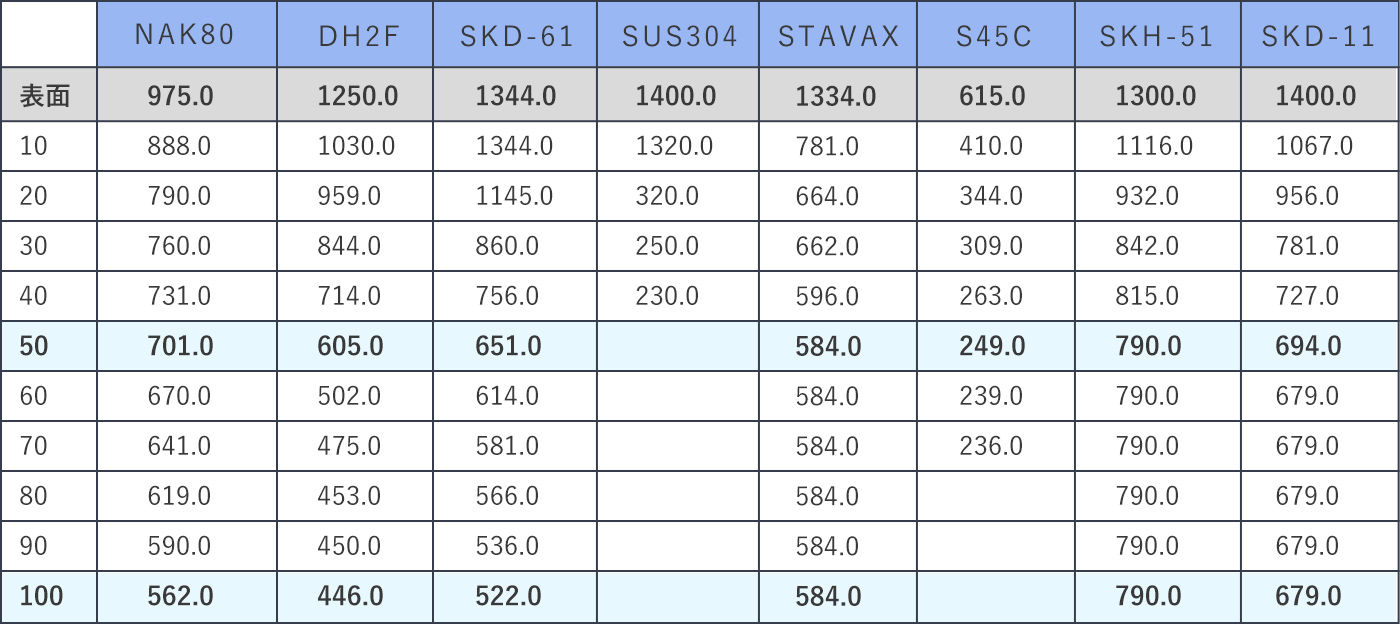
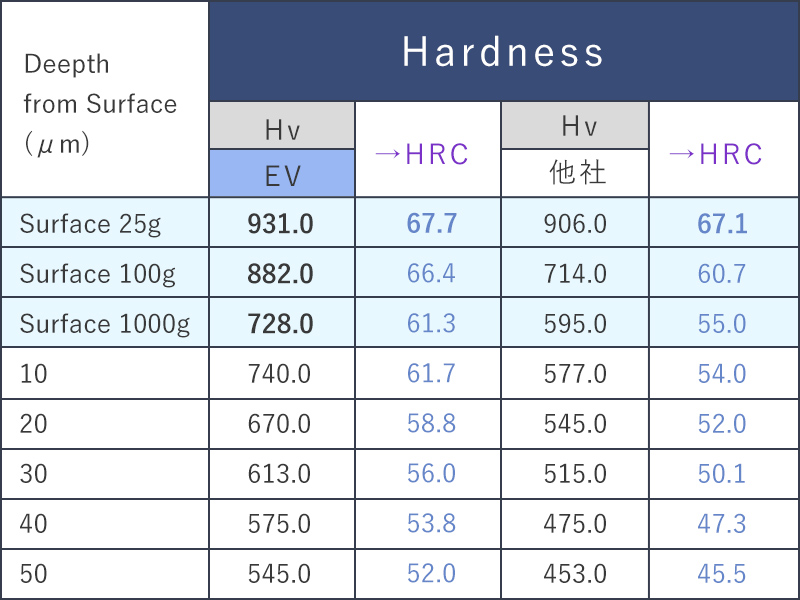
試験材:STAVAX材(プリハードン)
母材硬さ33.5HRc
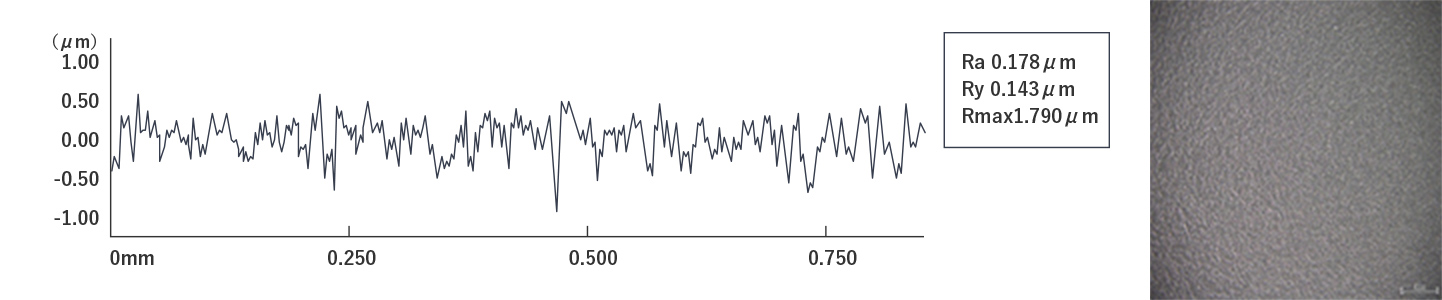
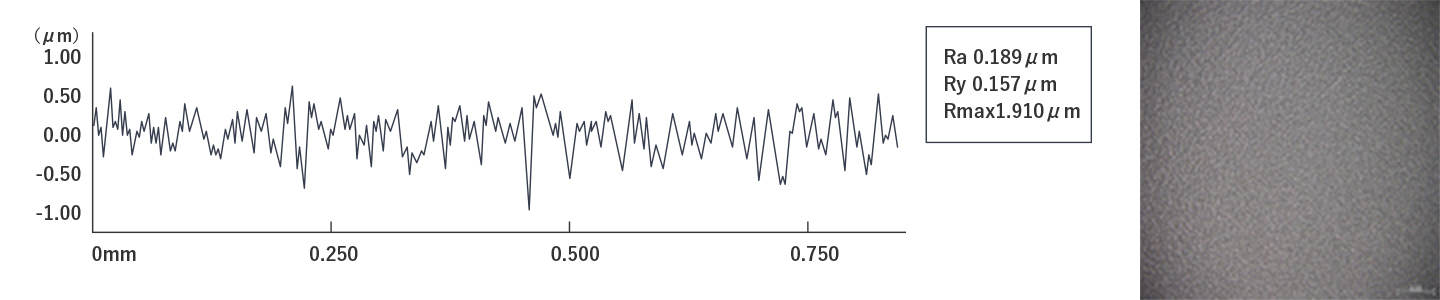
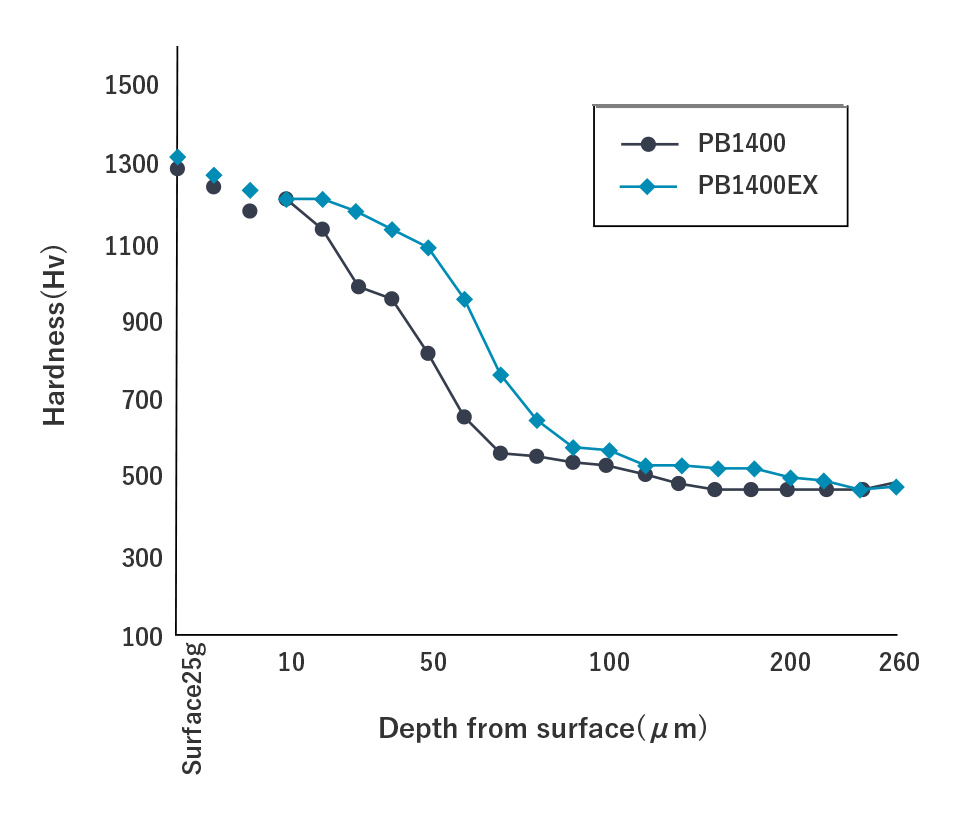
鏡面金型向け PB窒化(PianoBlack)「 PB 14000」を開発
窒化処理後の磨き工程で「鏡面磨き」をしてもヘコみ(dent)、エクボ化にならないPianoBlack窒化
PB14000 #14000仕上げを可能にしたスタンダード仕様
※PB14000EXスタンダード処理より長い時間をかけて結晶粒を整える処理を追加した特別仕様
磨きを可能にした5つの理由とは
- ① 均一な硬化層を生成・・・エクボ化に影響
- ② 緻密な硬化層を生成・・・#14000仕上げに影響
- ③ EH処理後の窒化層磨き法を確立・・・処理前磨き#8000を推奨 (処理後 磨き代 5μmを目標)
- ④ 最高の緻密化を図るために、材質によっては特別な 工程(析出硬化結晶 粒均一化)が必要となります( EX-HEAT )。
ハイコスト& Long process (OPTION)。 - ⑤ 金型としての使用材質とお客様との最終工程までの綿密な工程管理をすることで#14000仕上げが可能となります。
Note. お客様と弊社 営業担当者との打合せの際、磨き方法について確認させて頂くこともあります。
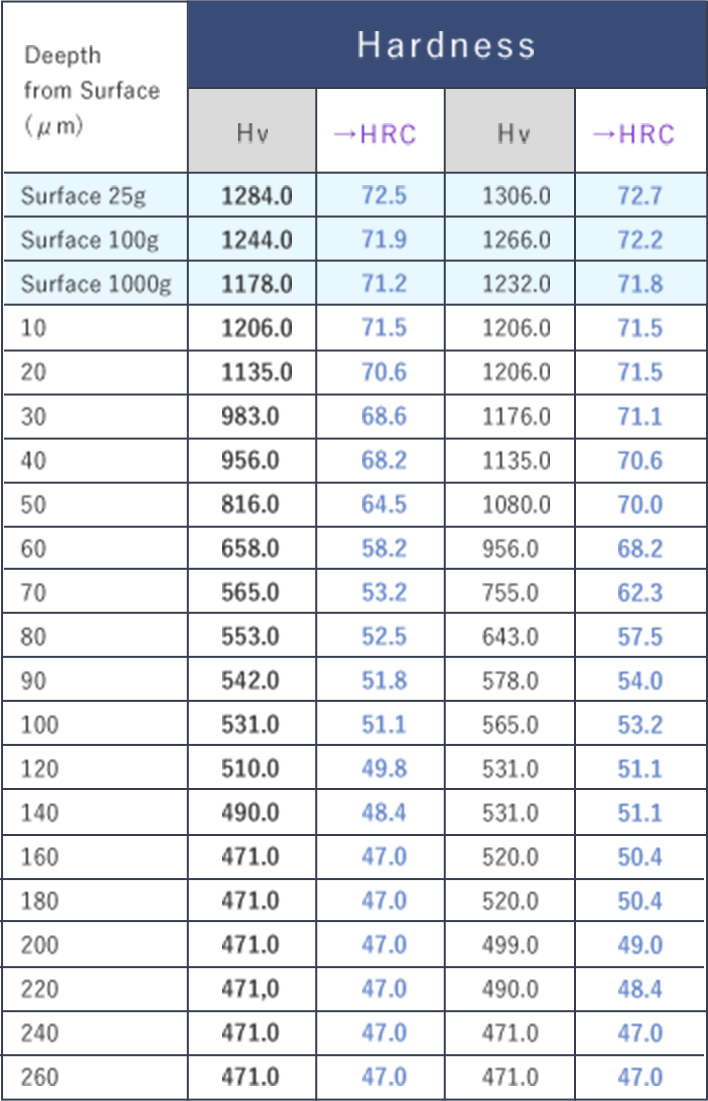
Technical Data
SKD61 PB14000
CONFIDENTIAL
(for Piano Black)