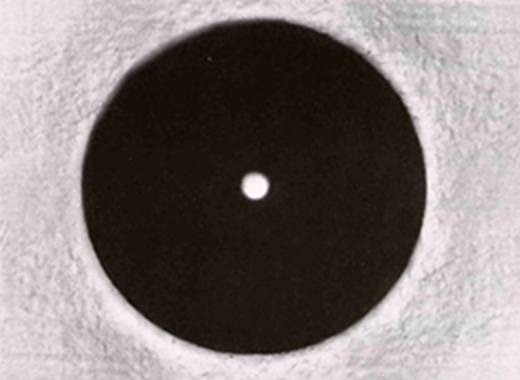
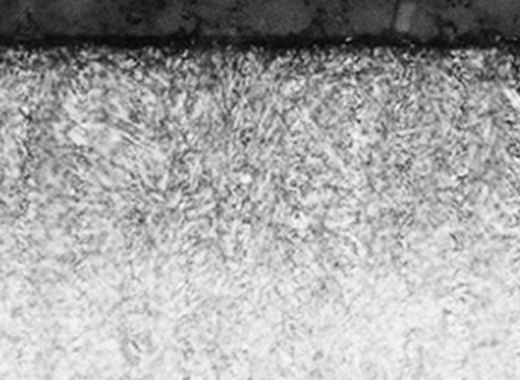
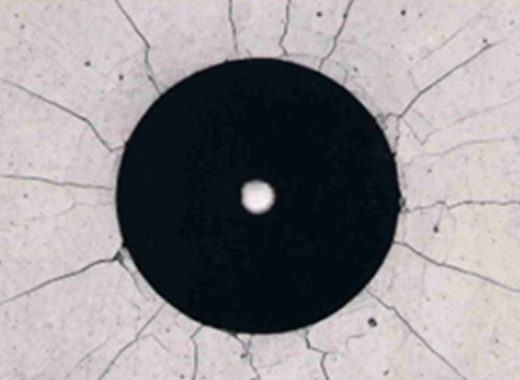
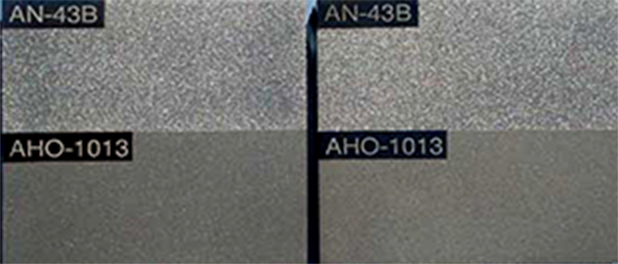
The photo below is an indentation photograph that shows the surface of SKD-61 material that has been hardened and tempered to about 48HRC and then processed by EH treatment (left photo) and gas soft-nitriding (right photo), measured with a Rockwell hardness tester (HRC).
With gas soft-nitriding, there are cracks on the indentation edges, but with EH treatment this has not occurred.
This suggests that EH treatment has better toughness than gas soft-nitriding.

It prevents local wear and is effective in improving mold durability.

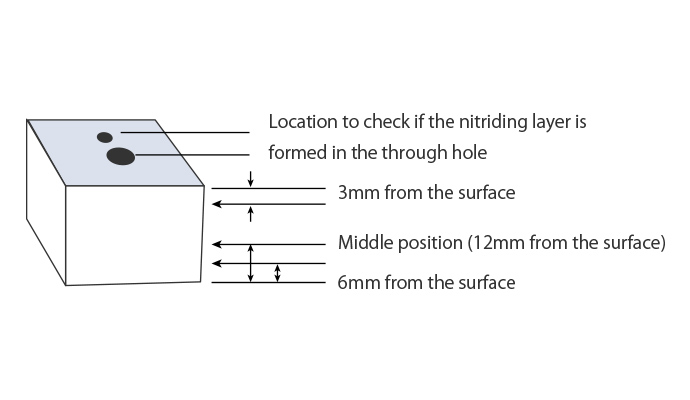
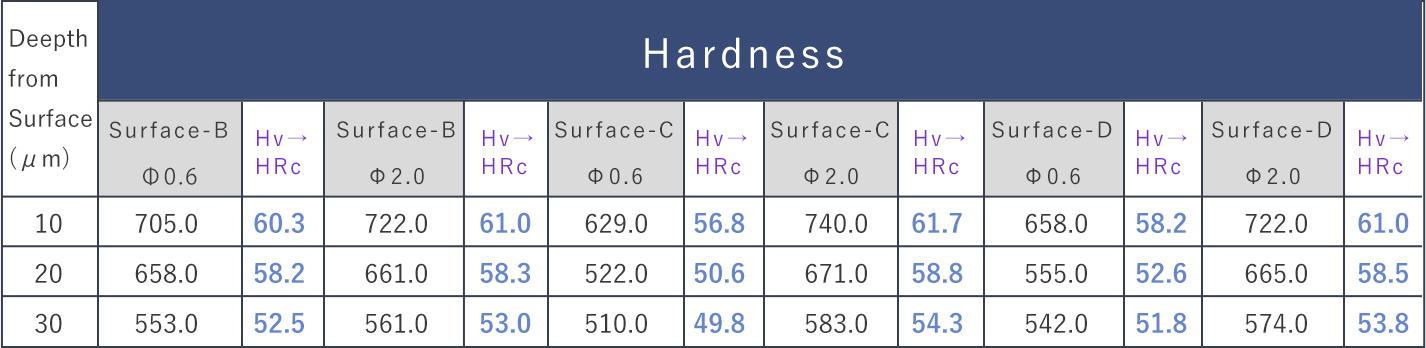
Material NAK55 Dimensions 30×30×25 Drill holes in ⌀0.6 and ⌀2.0 shown by the arrows to verify the hardened layer
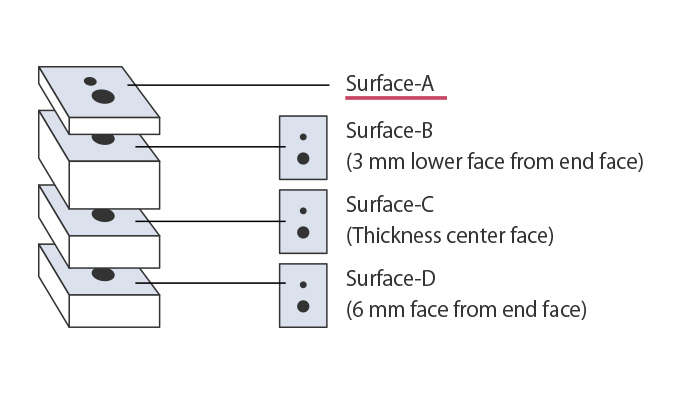
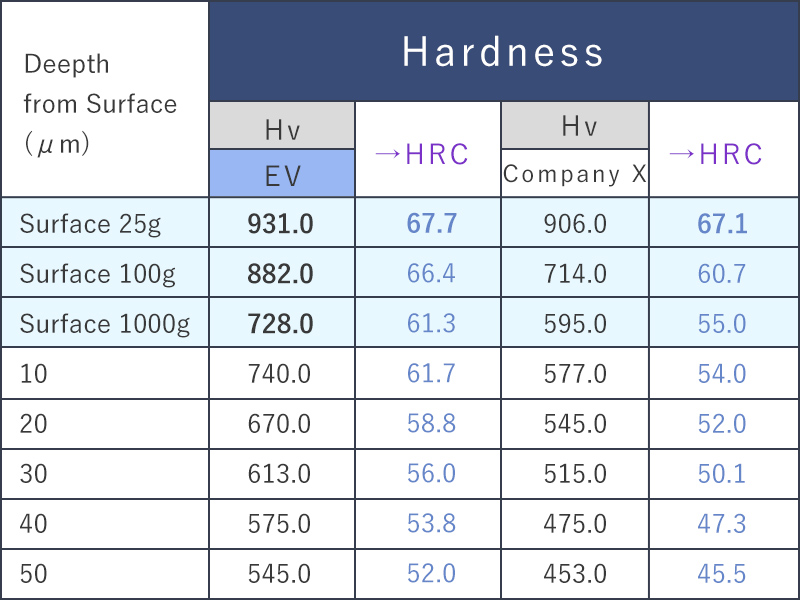
A hardened layer can be confirmed on Surface A (surface part) for both EH treatment and Company X nitriding treatment.
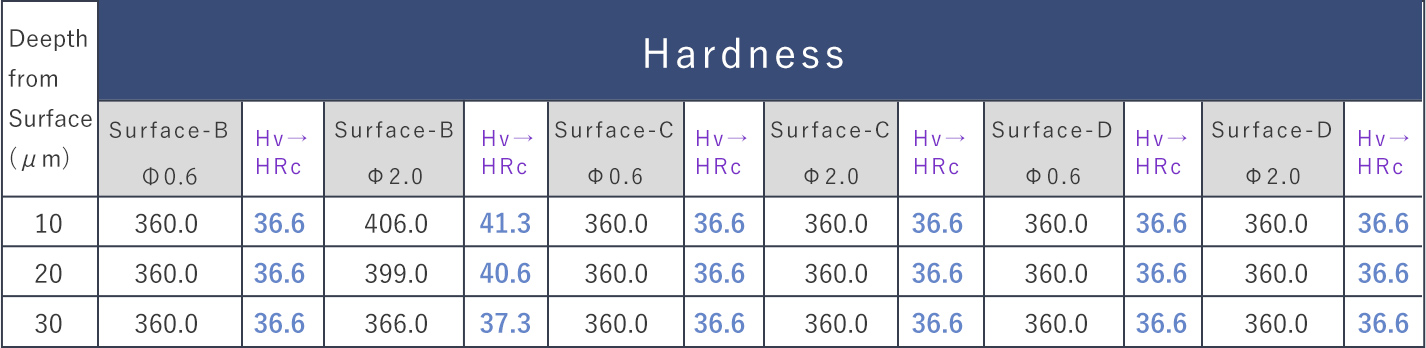
Hardened layers can be confirmed on surfaces B, C, D (inner diameter) with EH treatment, but cannot be confirmed for Company X nitriding treatment. From this, it can be seen that EH treatment has excellent wrap-around properties.
Since a hardened layer can be obtained even with complicated shapes such as product parts, it provides excellent wear resistance and leads to a longer lifetime.
In addition, since the surface hardness is uniformly hardened even with
Test material: STAVAX (pre-hardened)
Base material hardness 33.5HRc
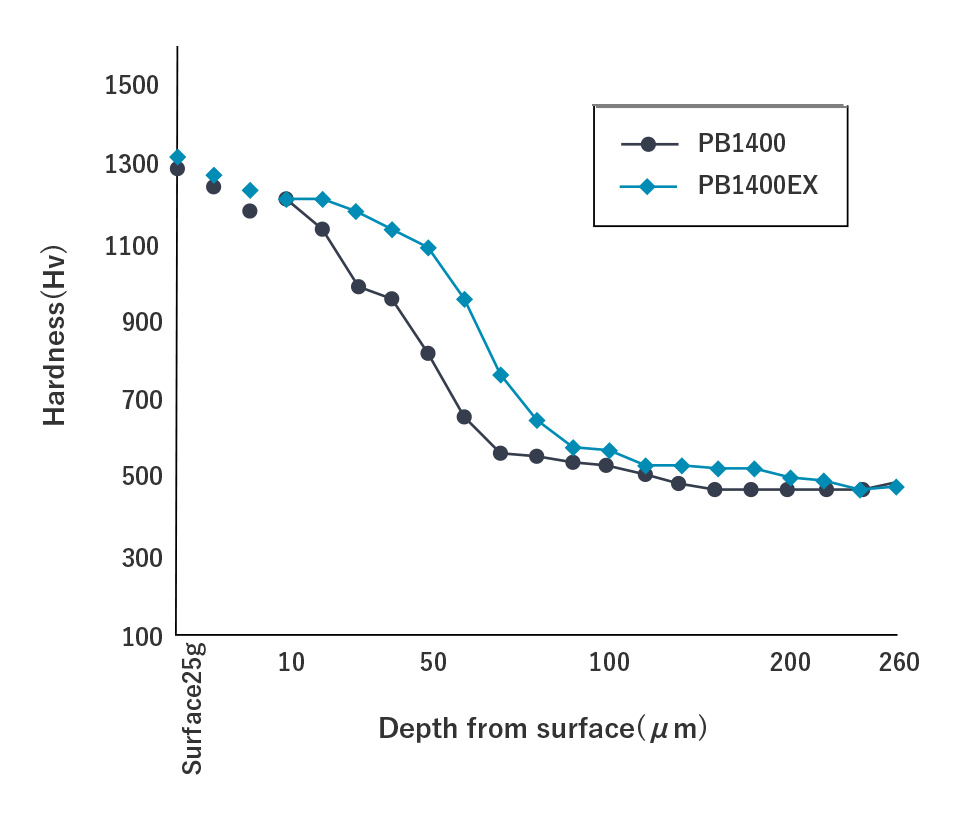
Development of PB nitriding (Piano Black) “PB 14000” for mirror molds
Piano Black nitriding that does not cause dents or dimples even if “mirror polishing” is performed in the polishing process after nitriding
Standard specifications that enable PB14000 #14000 finishing
* Special specifications with the addition of a process to prepare crystal grains over a longer period of time than the PB14000EX standard process.
The five reasons why polishing is possible are:
- ① Generates a uniform hardened layer…Affects dimples
- ② Generates a dense hardened layer…Affects #14000 finish
- ③ Establishes a nitriding layer polishing method after EH treatment…Pre-treatment polishing #8000 is recommended (aim for a post-treatment polishing allowance of 5 μm)
- ④ In order to achieve the highest densification, a special process (precipitation hardening crystal grain homogenization) may be required depending on the material (EX-HEAT).
High cost & Long process (OPTION). - ⑤ #14000 finishing is possible by carefully controlling the material used as the mold and the final process with the customer.
Note. Our sales staff may ask you about the polishing method during our meeting with you.
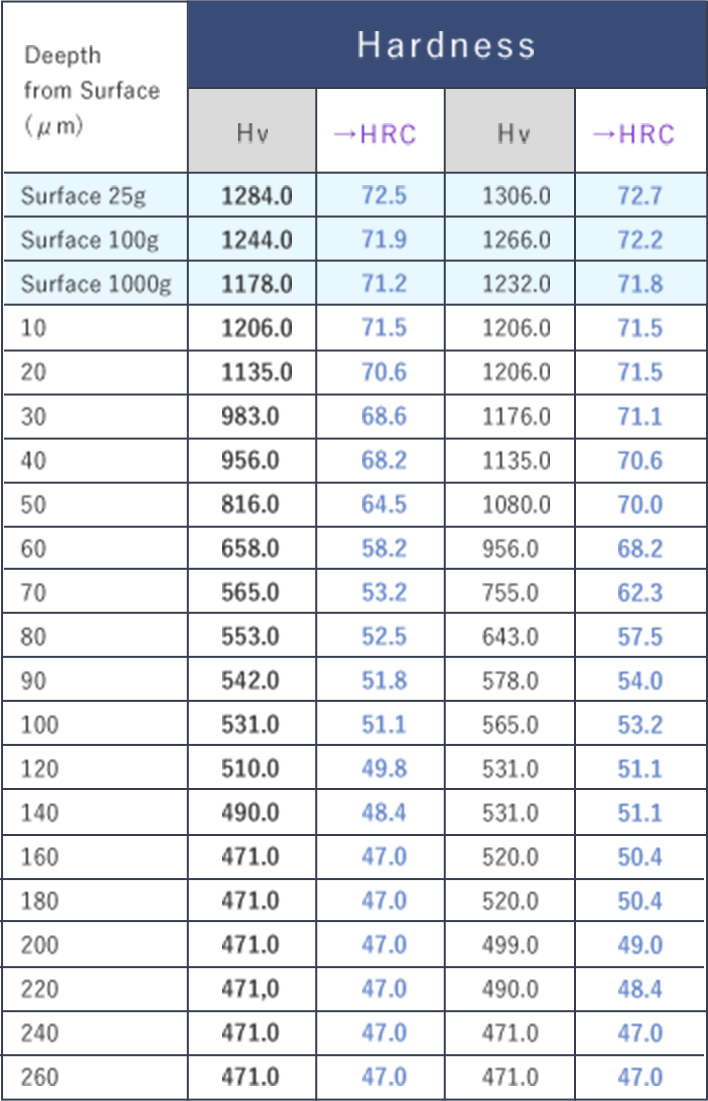
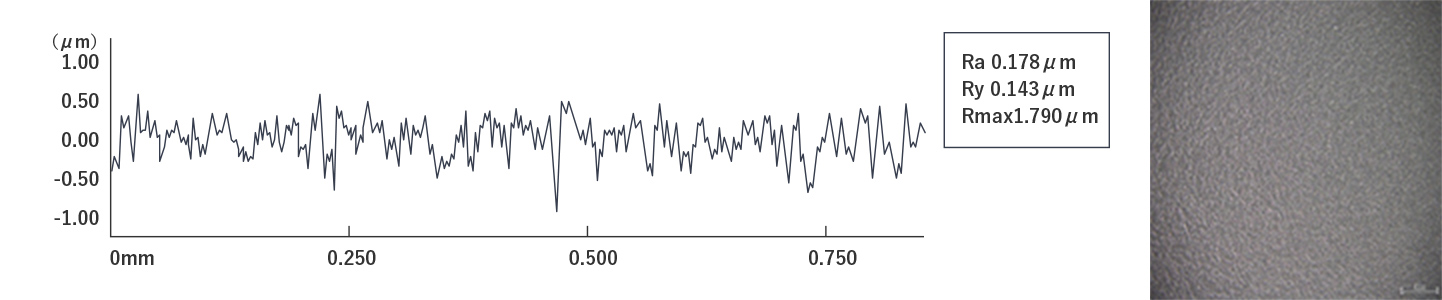
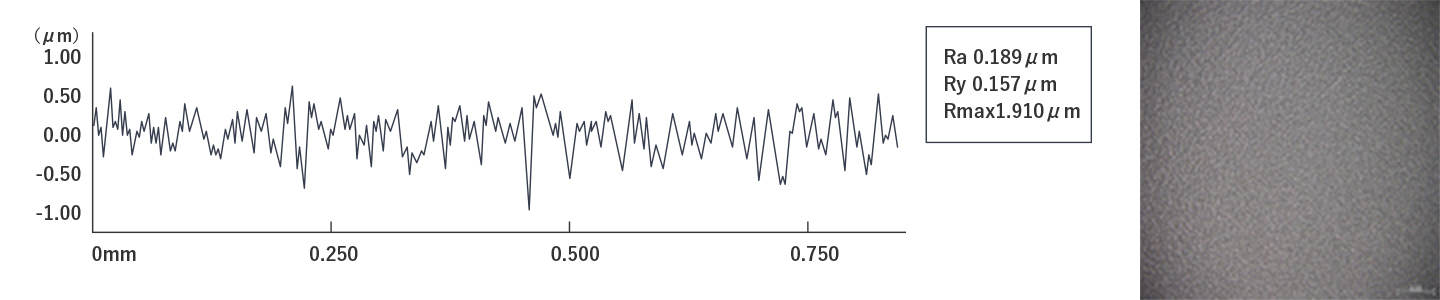
Technical Data
SKD61 PB14000
CONFIDENTIAL
(for Piano Black)