Die cast mold
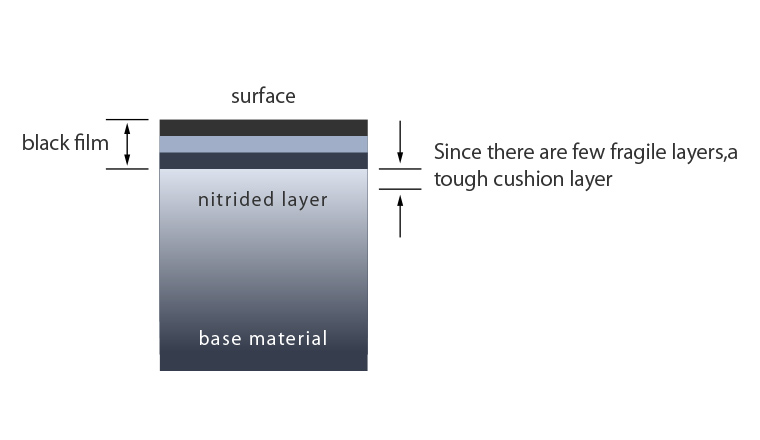
The Black film itself is soft with a hardness of about 300 to 350 HV.
Due to its structure, the mold release agent is first applied neatly and penetrated into the Black film. This exerts a mold release effect and inhibits the affinity with the molten aluminum material to prevent premature seizure.
Due to its structure, the mold release agent is first applied neatly and penetrated into the Black film. This exerts a mold release effect and inhibits the affinity with the molten aluminum material to prevent premature seizure.
Image of EH-H
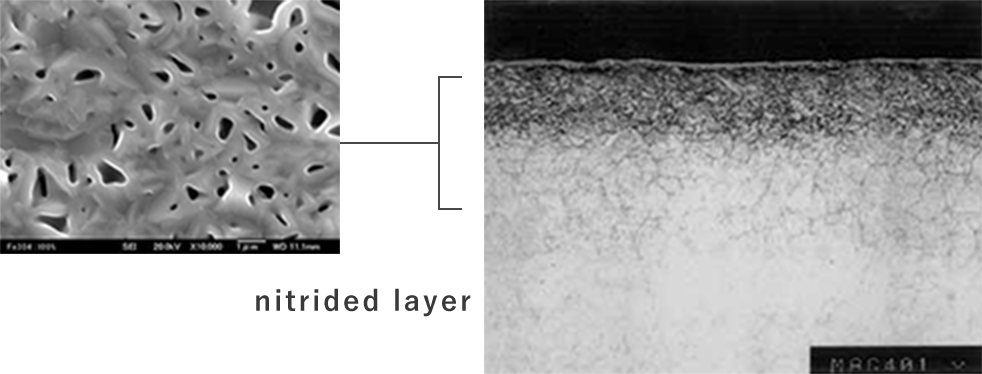
SEM image of Black film Magnification x 10,000
Black film with excellent heat crack resistance
A 3-layer structure has the effect of reducing low cycle thermal fatigue and prevents aluminum material adhesion (seizure), which are causes of heat cracks (checks).
EH-H treatment can be performed by applying a coating type weld overlay of WC + α (tungsten + α) to the areas where melting damage and heat cracks are particularly severe.
Depending on the request, it is possible to improve the releasability by changing the surface roughness of the weld overlay.
External view photograph of EH-H

Corrosion test data of molten aluminum
Sample: SKD-61 (48HRC) ⌀8X100L
- ①Only quenching/tempering (no surface treatment)
- ②Salt bath nitriding treatment
- ③Ion nitriding treatment
- ④EH-H treatment
- ⑤PVC-TiN treatment
Test conditions: 760℃ molten aluminum (ADC-6)
25scc immersion ⇔ atmospheric cooling 5scc 200 cycles, mold release agent is applied to each sample

Comparison data of anti-heat crack (for casting manufacturer A 800 t class liner)
Comparison between conventional salt bath soft nitriding and EH-H treatment
Material: SKD-61 ESR
Product A
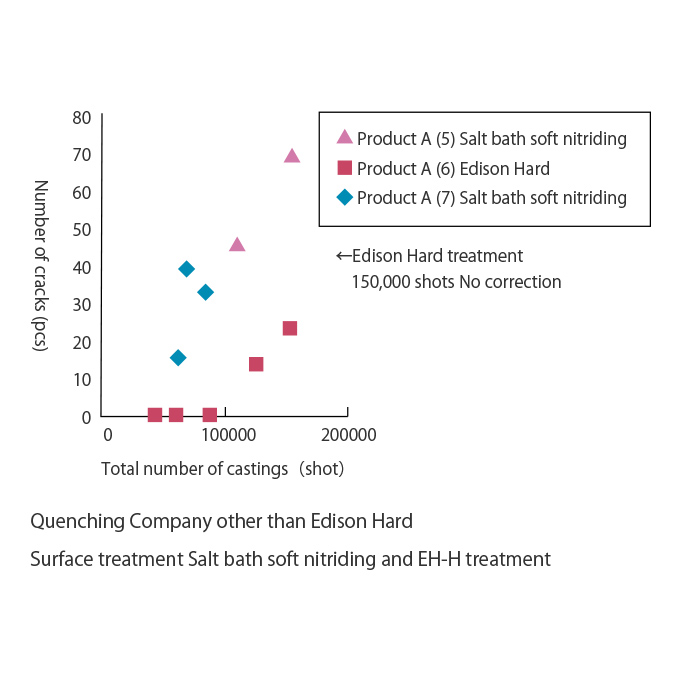
6th mold that underwent EH treatment has no correction at 150,000 shots
Few cracks generated compared to salt bath soft nitriding (about 1/2)
Few cracks generated compared to salt bath soft nitriding (about 1/2)
Product B
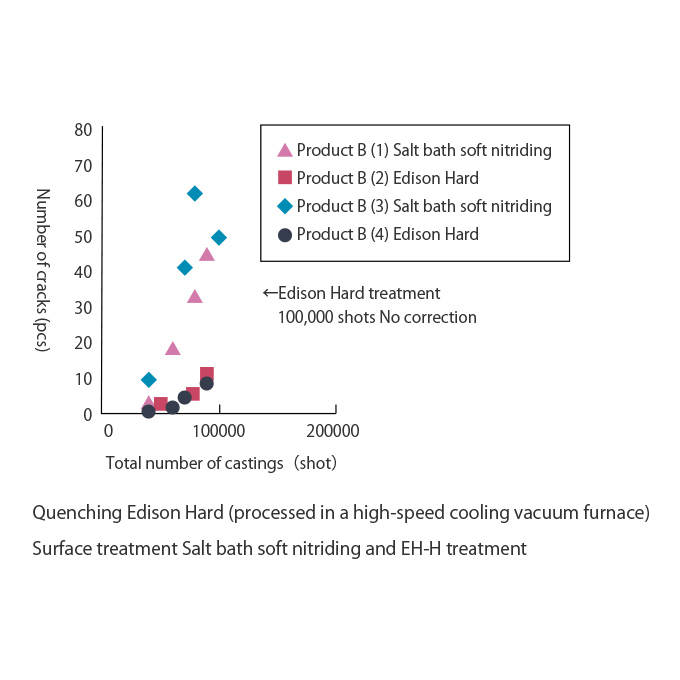
Product B 2nd and 4th that underwent EH treatment have no correction at 100,000 shots
Few cracks generated compared to salt bath soft nitriding (about 1/4)
*For the 3rd mold, crack welding correction was performed at about 100,000 shots.
Few cracks generated compared to salt bath soft nitriding (about 1/4)
*For the 3rd mold, crack welding correction was performed at about 100,000 shots.